One of the circular pathways that is being explored in the MC4 project is the reuse and recycling of uncured carbon fibres pre-preg . During the layout process an important quantity of pre-pregs isn’t cured and ends up as scrap that is later incinerated.
In order to avoid the extra cost and the incineration of these high-quality samples, partner FIDAMC with the help of Gaiker have been exploring two different methods.
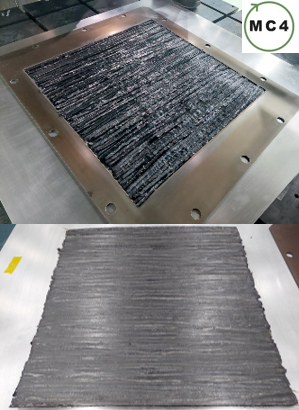
Method 1: Recycling of uncured carbon fibres pre-preg by scrap-reshaping
Scraps form of multilayer pre-preg laminates manufactured using an ATL machine. Thick scrap that tends to have a predominant direction which allow it to be cut into longitudinal strips.
The strips can be fed into a calendaring machine in order to reduce the sample’s thickness by passing them between two heated rollers.
Avoided defects: strip breakdown due to too much pressure in the calendaring process. Wrinkles which appear when the temperature is too hot and causes the resin to soften which curls the strip. Curvature appears after the calendaring step.
Once the strips have been flattened, they can be manufactured using the press moulding method to any new desired shape. The mechanical performance of these new recycled fibres is good enough to allow for the manufacturing of non-critical parts.
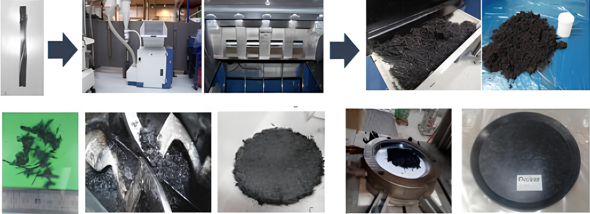
Method 2: Recycling of uncured carbon fibres pre-preg by Bulk molding compound (BMC) intermediate manufacturing
Scraps form of multilayer pre-preg laminates manufactured using an ATL machine. Thick scrap that tends to have a predominant direction which allow it to be cut into longitudinal strips.
The strips can be fed into a calendaring machine in order to reduce the sample’s thickness by passing them between two heated rollers.
Avoided defects: strip breakdown due to too much pressure in the calendaring process. Wrinkles which appear when the temperature is too hot and causes the resin to soften which curls the strip. Curvature appears after the calendaring step.
Once the strips have been flattened, they can be manufactured using the press moulding method to any new desired shape. The mechanical performance of this new recycled fibre is good enough to allow for the manufacturing of non-critical parts.
Conclusion
Both methods have been successful and showed great results in terms of mechanical properties and aspects. Regarding the obtained r-BMC, it was shown that it is possible to add a virgin resin of different nature than the one present in the scrap which is very promising and would allow to use this kind of r-BMC in different sectors like the automotive one.
These results are very promising and encouraging and give great perspective for the composite sector. However, new solutions to extend the shelf life of the material still need to be found, such as finding the temperature limitation to keep it stable at least 8 weeks or improving the formulation. Consequently, this will be the priority for the coming months.
Learn more
FIDAMC Linkedin page: (1) FIDAMC – Fundación para la Investigación, Desarrollo y aplicación de los Materiales Compuestos : posts | LinkedIn
GAIKER Linkedin page: (1) GAIKER Centro Tecnológico : Présentation | LinkedIn
Other publications: News and events – MC4 Project (mc4-project.eu)
“Funded by the European Union. Views and opinions expressed are however those of the author(s) only and do not necessarily reflect those of the European Union or the European Health and Digital Executive Agency. Neither the European Union nor the granting authority can be held responsible for them.”